The inline analysis of media based on their turbidity values enables automated, high-precision application in many production processes and application areas. These are primarily product differentiation, phase separation, process control and quality monitoring.
Product differentiation by differentiating between liquids, the correct processing, storage or filling of products can be ensured, for example:
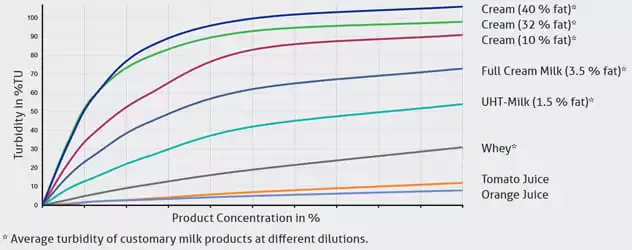
- Milk with 3.5% or with 1.5% fat content, cream with 10% or with 30% fat content, or whey
- Beer or wort or water
- Various fruit juices
- Product or water or cleaner
Phase separation: in combination with conductivity measurement, inline CIP control down to the second is possible:
- The phase separation in real time between water – caustic – acid – product ensures a verifiable, safe, efficient and resource-saving phase separation and thus cleaning quality.
- The duration and quality of the CIP process can also be optimized. For example, the pre-rinsing with water can be automatically and precisely terminated and the cleaning itself started when the turbidity of the pre-rinsing water reaches a certain value, and not after a predetermined time, which may be too short or too long.
Process control: if the turbidity level rises above or falls below a certain preset value, a process correction can be triggered by a signal to the process control PLC. Typical applications are:
- the filter monitoring, where the turbidity is continuously measured after a filter
- the separator control system, in which the filter residue is automatically ejected into a waste container on reaching a specified turbidity value,
- the CIP process, where an automatic decision on reuse or disposal is made in the CIP return flow by controlling the degree of pollution
Quality monitoring: Furthermore, the concentration or the turbidity level of certain products can be monitored:
- Cream, for example, can be optimized to the desired concentration
- In breweries, the turbidity level of craft beer or other unfiltered or weakly filtered beers can be kept within a certain target range for a constant product quality
- Juices and other mixed drinks can also be kept at a uniform, desired level of turbidity to guarantee customers a consistent product experience.
- Fresh water and drinking water can be analyzed before mixing with product

'%3E%3Cpath d='M0 0H360V240H0V0Z' fill='%23A1A8C2' fill-opacity='0.18'/%3E%3Cpath d='M260 59C260 78.33 244.33 94 225 94C205.67 94 190 78.33 190 59C190 39.67 205.67 24 225 24C244.33 24 260 39.67 260 59Z' fill='%23A1A8C2' fill-opacity='0.25'/%3E%3Cpath fill-rule='evenodd' clip-rule='evenodd' d='M319 250H417L291.485 124.485C286.799 119.799 279.201 119.799 274.515 124.485L234 165L319 250Z' fill='%23A1A8C2' fill-opacity='0.25'/%3E%3Cpath d='M311 250L-89 250L102.515 58.4853C107.201 53.799 114.799 53.799 119.485 58.4853L311 250Z' fill='%23A1A8C2' fill-opacity='0.25'/%3E%3C/g%3E%3Cdefs%3E%3CclipPath id='clip0'%3E%3Cpath d='M0 0H360V240H0V0Z' fill='white'/%3E%3C/clipPath%3E%3C/defs%3E%3C/svg%3E%0A)